Bergerak Terus Untuk Pultrusion



Bergerak Terus Untuk Pultrusion
Direct Roving untuk Pultrusion serasi dengan poliester tak tepu, vinil ester, epoksi dan resin fenolik.
Ciri-ciri
●Prestasi proses yang baik dan kabur yang rendah
●Keserasian dengan pelbagai sistem resin
●Sifat mekanikal yang baik
●Pembersihan sepenuhnya dan cepat
●Rintangan kakisan asid yang sangat baik

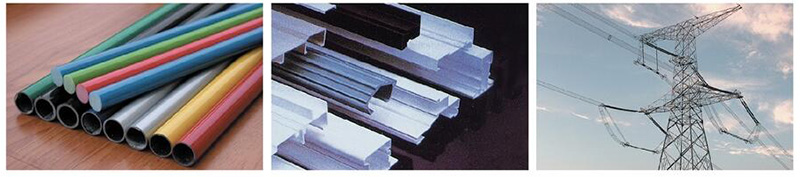
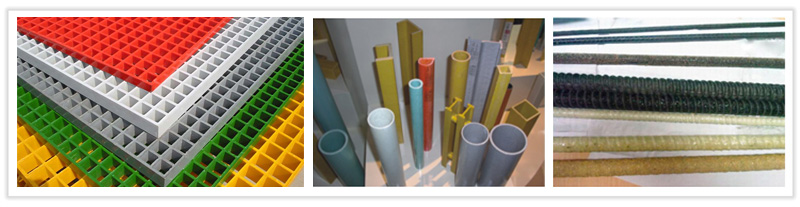
Permohonan:
Ia digunakan secara meluas dalam industri bangunan & pembinaan, telekomunikasi dan penebat.
Profil pultrusion untuk peralatan sukan luar, kabel optik, pelbagai bar keratan, dan sebagainya.
Senarai Produk
| Barang | Ketumpatan Linear | Keserasian Resin | Ciri-ciri | Penggunaan Akhir |
| BHP-01D | 300,600,1200 | VE | Sesuai dengan resin matriks; Kekuatan tegangan tinggi produk komposit akhir | Digunakan untuk mengeluarkan kabel optik |
| BHP-02D | 300-9600 | UP,VE,EP | Sesuai dengan resin matriks; Cepat basah; Sifat mekanikal produk komposit yang sangat baik | Digunakan untuk mengeluarkan pelbagai bar keratan |
| BHP-03D | 1200-9600 | UP,VE,EP | Sesuai dengan resin; Sifat mekanikal produk komposit yang sangat baik | Digunakan untuk mengeluarkan pelbagai bar keratan |
| BHP-04D | 1200,2400 | EP, Poliester | Benang lembut; Kelembutan rendah; Sesuai dengan resin | Sesuai untuk pembuatan parutan acuan |
| BHP-05D | 2400-9600 | UP,VE,EP | Sifat tegangan, lenturan dan ricih yang sangat baik untuk produk komposit | Profil berpultrud berprestasi tinggi |
| BHP-06D | 2400,4800,9600 | EP | Kekuatan gentian yang tinggi, Integriti dan rebenisasi yang baik, Keserasian dengan resin epoksi, Pembasahan resin yang lengkap dan cepat, Sifat mekanikal yang baik, Sifat elektrik yang sangat baik pada kemasan | rod penebat dan tiang penebat |
| Pengenalpastian | |||||||
| Jenis Kaca | E | ||||||
| Bergerak Terus | R | ||||||
| Diameter Filamen, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Ketumpatan Linear, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Parameter Teknikal | |||
| Ketumpatan Linear (%) | Kandungan Lembapan (%) | Saiz Kandungan (%) | Kekuatan Kerosakan (N/Tex) |
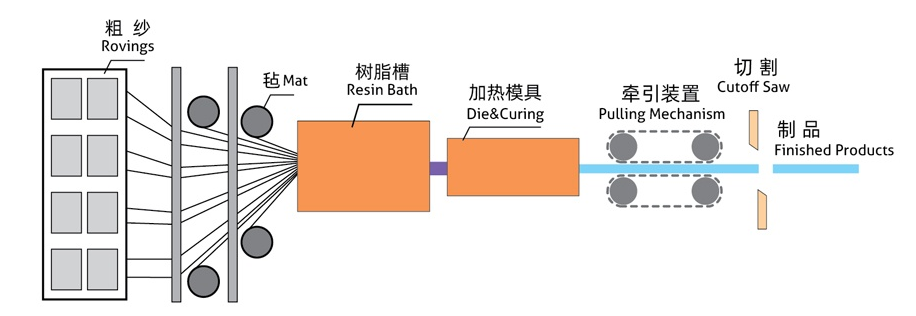
Proses pultrusi
Roving, tikar atau fabrik lain ditarik melalui rendaman impregnasi resin dan kemudian dimasukkan ke dalam acuan yang dipanaskan menggunakan peranti penarik berterusan. Produk akhir dibentuk di bawah keadaan suhu tinggi dan tekanan tinggi.